Multicore Cable
Multicore cables are designed for use in control panels, machines, and electrical equipment where multiple circuits are combined into a single cable. They save space, simplify wiring, and improve efficiency.
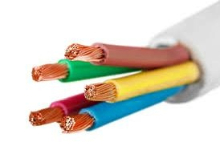
Constructed with multiple insulated copper conductors enclosed in a protective sheath, these cables ensure high performance and safety in complex installations.
They are widely used in automation, instrumentation, and power control applications due to their flexibility and long service life.
Multicore cables are available in a wide variety of core configurations ranging from 2-core to 100-core, depending on the application. Each core is color-coded or numbered for easy identification and error-free installation.
They are resistant to mechanical wear and tear, oils, greases, and chemical exposure, making them ideal for industrial environments.
Applications include robotics, elevators, control systems, data transmission, and machinery wiring where space-saving and efficient cabling are critical.
Our Work Process
Multicore cables are manufactured with advanced extrusion processes, ensuring perfect insulation and sheathing for each core. Quality testing is performed to check electrical performance, durability, and flexibility.
Service Features
- Multiple insulated copper conductors for compact wiring solutions.
- Outer sheath provides protection against abrasion, oil, and chemicals.
- Ideal for control panels, automation systems, and heavy machinery.
- Tested for voltage endurance and electrical reliability.
- Reduces clutter and simplifies installation in complex systems.